Structural Adhesive Joint Design Guide
When it comes to structural adhesives, there is a definitive process through which the best results can be achieved. This blog will outline the general guidelines for strong, sturdy adhesion in every project. Many of these ideas are more common sense. Let’s explore.
Firstly, we should define the different types of loading stress. There are four basic types of loading stress to keep in mind when building a product meant to hold stress at the joints:
- Shear
- Compressive
- Peel
- Tensile (Tension)
Shear stress occurs when force tends to produce a sliding failure on the material along a plane that is parallel to the direction of a force. An example of this would be two pieces of material bonded together, with downward force being applied to one of the pieces. The resulting bonding failure is due to shear stress. Shear is pull directed across the adhesive, parallel to the adhesive bond, forcing the substrates to slide over each other. Shear stress is concentrated at the ends of the overlap. When a joint is loaded initially the adhesive is elastic. Rigid adhesives on further loading the adhesive is stressed beyond its yield point in shear region uniform stress will develop at edges of the joint. As load increases uniform regions will spread through the whole overlap and a limit will be reached, thus resulting in bonding failure.
Compressive stress is the stress on a material that leads to a smaller volume. This is often a good type of stress to have in joint bonding, since the two pieces are being wedged together due to pressure rather than being forced apart. Compressive is important to tensile strength, elasticity, and tear resistance. Compressive failure is the inability to return to its original dimension after being compressed or pulled apart.
Peel stress is as it sounds; when applied force literally tears the bonded joint apart. For example, ripping two bonded surfaced apart by pulling one perpendicular to the other is considered peel stress. Maximum peel stress, like shear, is lower the bigger ratio between the stiffness of the substrate and the adhesive layer. Peel is concentrated along a thin line at the edge of the bond where one substrate is flexible. The line is the exact point where an adhesive would separate if the flexible surface were peeled away from its mating surface. Once peeling has begun, the stress line stays out in front of the advancing bond separation.
Tensile, or tension stress, occurs when a deforming force is applied perpendicular to a surface, causing the adhesive to warp and eventually snap. An example would be placing a heavy object on a shelf, only to have the shelf’s joints to the frame give way under the pressure.
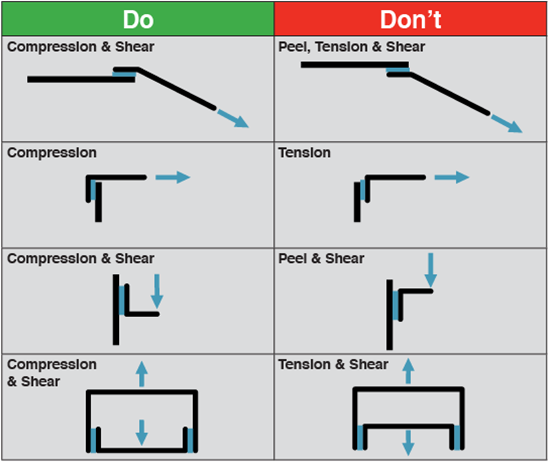
In construction, shear and compressive loading are optimal types of stress, since it requires a great deal more force to reach shear or compressive failure than it does to reach peel or tensile failure. Joints should also be carefully designed so that the bonded areas equally share the load of whatever they carry. Uneven load distribution is the cause of most joint failures.
Below, we are providing a chart that depicts recommended joint designs, and designs which should be avoided for a successful project.
By understanding the types of joint stresses and how to avoid negative stresses, you are able to create the strongest joint designs with the least amount of adhesive.
Also remember to consider the surfaces you are bonding together; the condition and coating of the surfaces greatly impacts which joint should be used, as well as which adhesive is best for that surface. Be sure to check out our full line of adhesives for any surface with which you’re working.
Need help deciding which adhesive is best for your project? Our representatives are here to help! Give us a call, toll-free, at 1-800-220-1966, or send us an email at [email protected]. We look forward to hearing from you!